Autoteollisuus: testausalustojen ja tuotannon valvonta
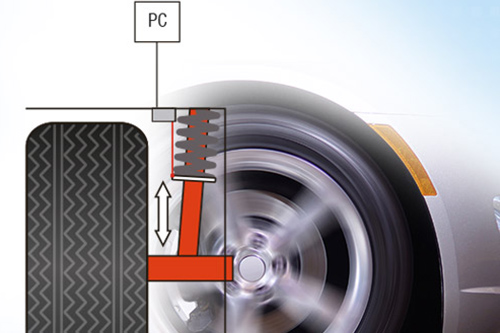
Micro-Epsilon on jo monen vuoden ajan ollut yhteistyössä autoteollisuuden ja sen toimittajien kanssa. Olipa kyse testausalustoista, tuotannon valvonnasta tai laitosten rakentamisesta, Micro-Epsilonin anturit varmistavat tarkat ja luotettavat mittaukset lukuisissa sovelluksissa. Globaalina toimijana Micro-Epsilonilla on mahdollisuus tehdä tehokasta yhteistyötä globaalin autoteollisuuden kanssa.