Koneenrakennus
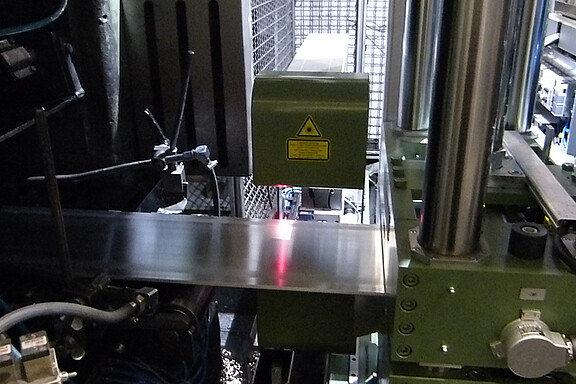
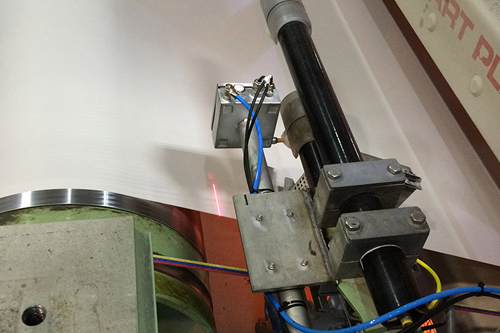
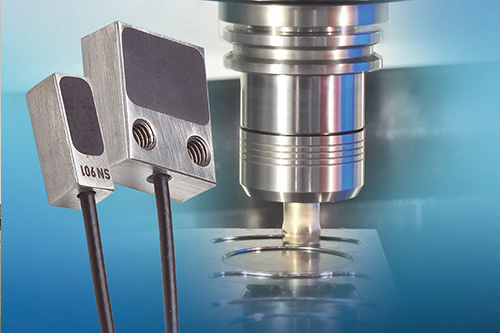
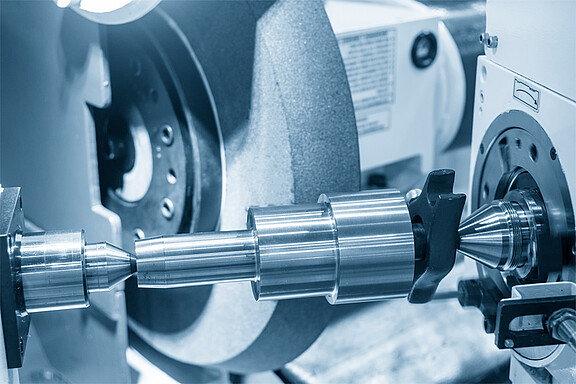
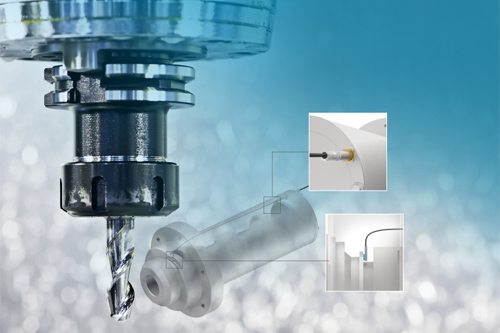
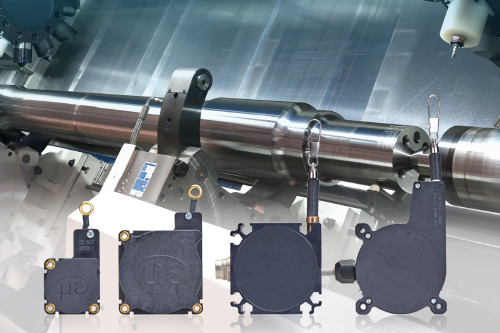
Micro-Epsilon on pitkään tehnyt töitä koneenrakentajien ja -suunnittelijoiden kanssa, joten mallistoon kuuluu laaja valikoima alalle sopivia antureita ja mittausjärjestelmiä. Siirtymäanturit ovat minikokoisia ja ne on integroitu koneisiin, joissa ne mittaavat koneen liikkeitä, asemointeja ja liikeratoja varmistaen turvallisen koneen käytön. Automatisoitujen ja prosessi-integroitujen koneiden osalta Micro-Epsilonin anturit valvovat monien eri kokoisten tuotteiden valmistusta.Erityisesti vaativissa olosuhteissa, joissa on öljyä, likaa, painetta, värinää ja korkeita lämpötiloja, Micro-Epsilonin anturit vakuuttavat tarkkuudellaan ja sietokyvyllään.